
ISO 10360 - Genauigkeit von Koordinatenmessmaschinen
Die Genauigkeit von Koordinatenmessmaschinen wird mithilfe der ISO 10360 geprüft. Diese Norm regelt die "Annahmeprüfung und Bestätigungsprüfung für Koordinatenmessgeräte (KMG)".
Die Norm ist unterteilt in sechs einzelne Norm-Blätter:
- Begriffe
- KMG eingesetzt zur Messung von Längenmaßen
- KMG mit der Achse eines Drehtisches als vierte Achse
- KMG im Scanningmodus
- Mit Mehrfachtastern angewendete KMG
- Fehlerabschätzung beim Berechnen Gaußscher zugeordneter Geometrieelemente
![]() Download: ISO10360-Genauigkeit von Koordinatenmessmaschinen
Download: ISO10360-Genauigkeit von Koordinatenmessmaschinen
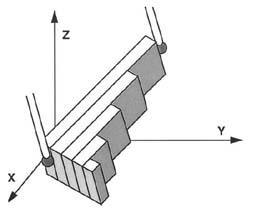
Die volumetrische Längenmessabweichung MPEE
Sie gibt die Abweichung beim Messen von Abständen und Durchmessern an.
Es werden fünf Endmaße je drei Mal gemessen. Dabei wird jeweils ein Punkt an beiden Stirnflächen angetastet. Der Endmaßstapel wird in sieben verschiedene Richtungen im Volumen ausgemessen. Alle Messergebnisse müssen die Spezifikation "E" erfüllen.
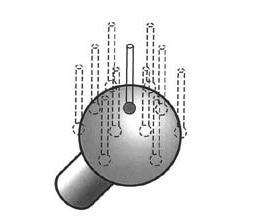
Volumetrische Antastabweichung MPEP
Sie bezeichnet die Abweichung des Koordinatenmessgerätes bei Formmessungen (Geradheit, Ebenheit, Rundheit, Zylinderform und Freiformtoleranzen). Hierbei wird eine Prüfkugel mit 25 Antastungen gemessen. P=Rmax - Rmin = Kugelform beziehungsweise der Formfehler des Koordinatenmessgerätes. Keiner der Antastpunkte darf eine größere Abweichung als P haben.
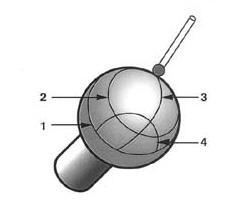
Volumetrische Scanning Antastabweichung MPETHP
Eine Prüfkugel wird an 4 definierten Bahnen gescannt. THP ist die maximale Spannweite aller radialer Abstände (THP = Kugelformscanning = Rmax - Rmin).
Es ist die Dauer t [sec] der Scanning-Prüfung vom Zwischenpunkt am Beginn der ersten Scanning-Sequenz bis zum Zwischenpunkt am Ende der vierten Scanning-Sequenz zu messen.
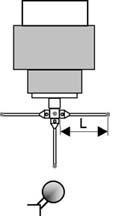
Die Mehrfachtaster-Antastabweichung MF, MS, ML
Eine Prüfkugel wird mit einem Sterntaster mit fünf Taststiften und einem starren Tastkopf vermessen. Dabei wird mit jedem Taster 25 mal angetastet. Es ergeben sich 5x25=125 Antastungen. Form- und Lagefehler aller 125 Antastungen werden ermittelt.