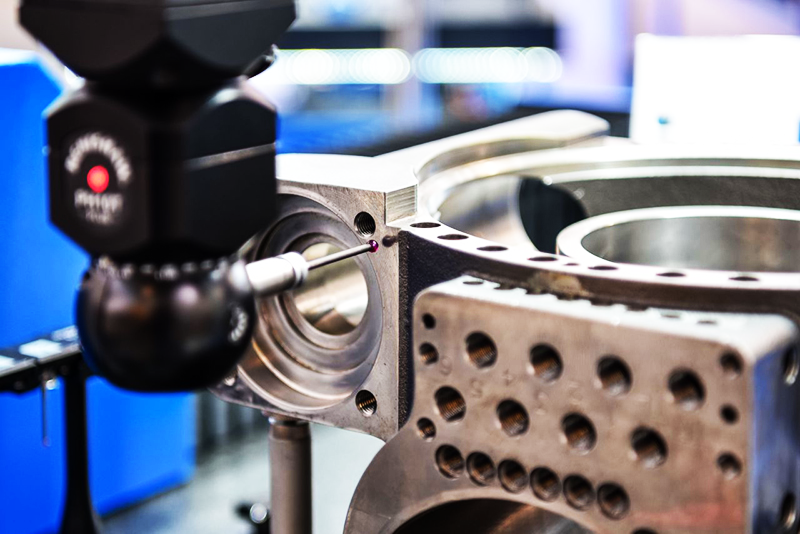
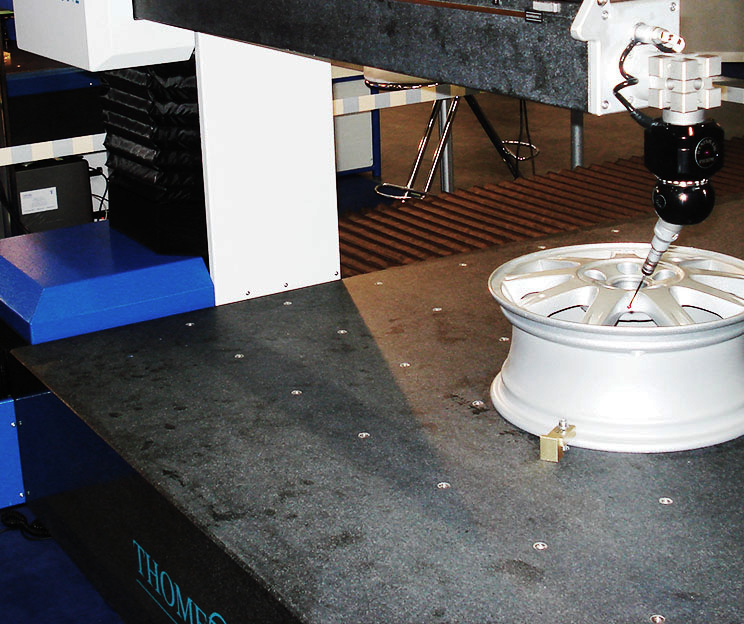
Renishaw REVO probe head measures cast ingot!
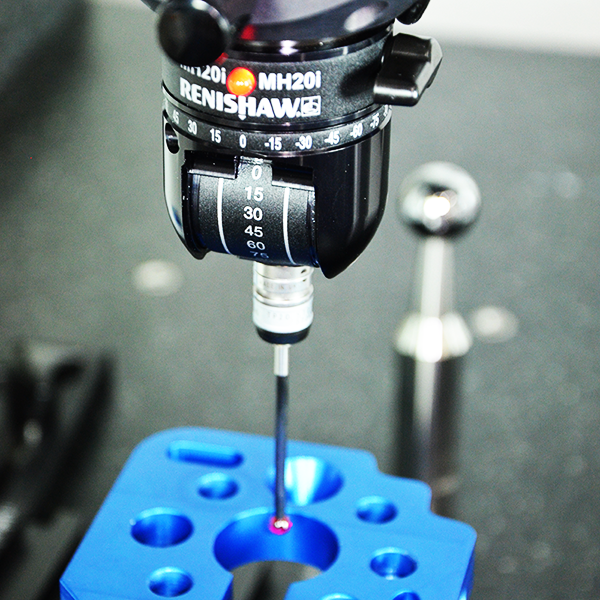
Motorized rotary / swivel head from Renishaw with 7.5 ° pitch
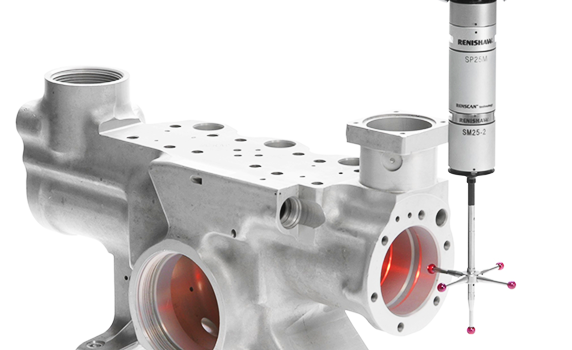
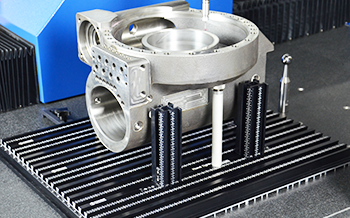
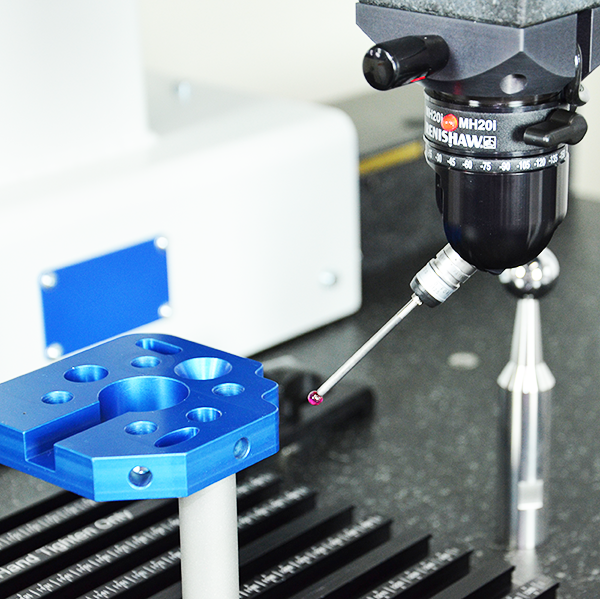
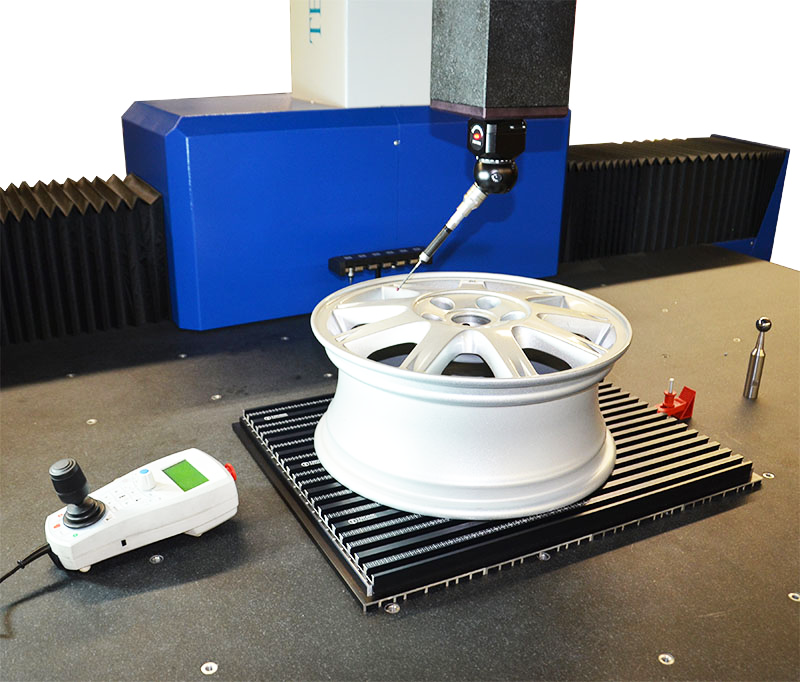
Scanning probe SP25M measures with a star stylus!
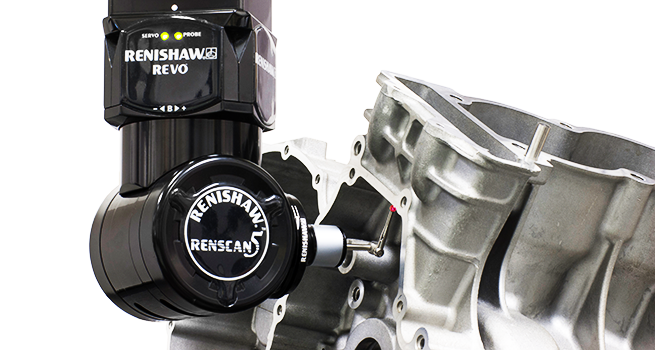
Revolutionary 5-axis technology to increase the measurement throughput

The new 5-axis probe system from Renishaw

The new 5-axis probe system from Renishaw
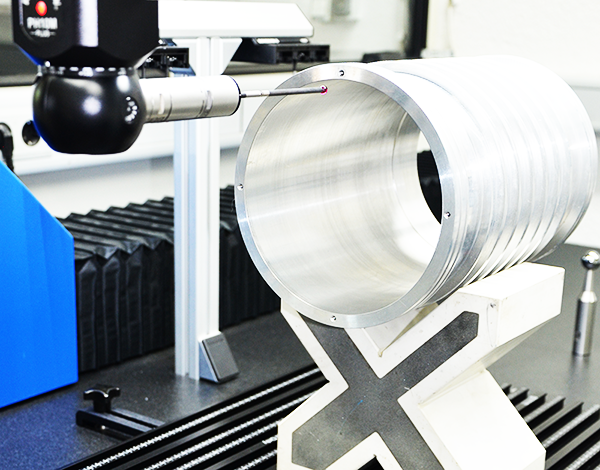
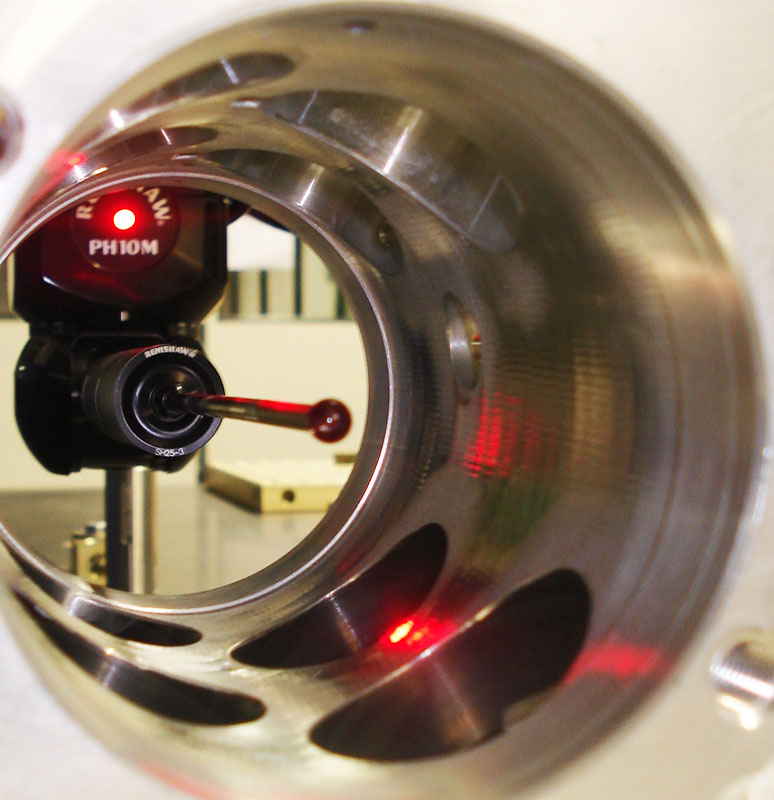
REVO probe head measures a cylinder!
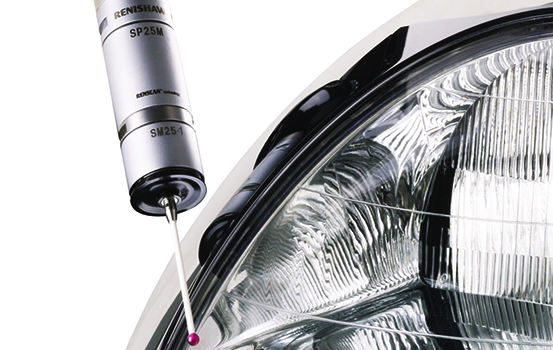
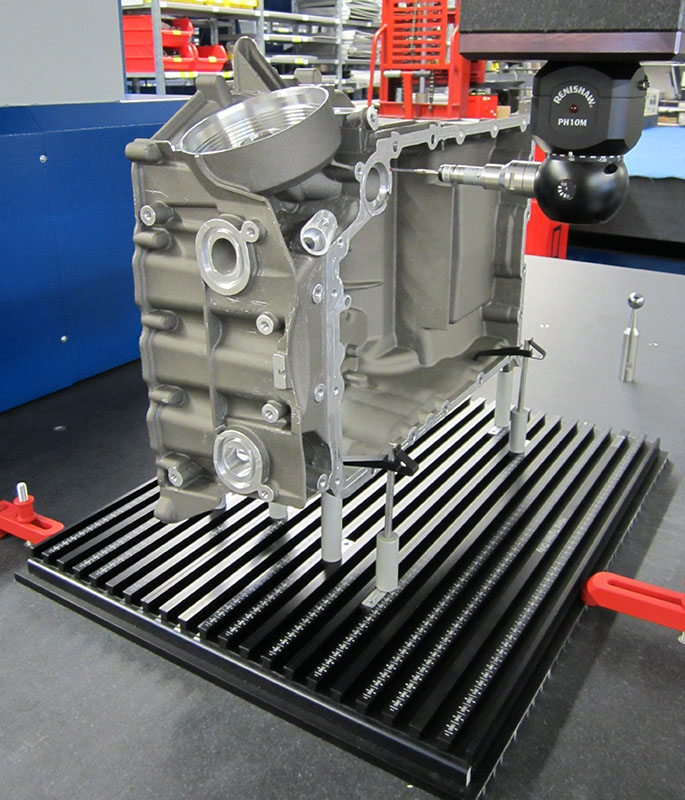
The SP25M scanning probe measures a casting

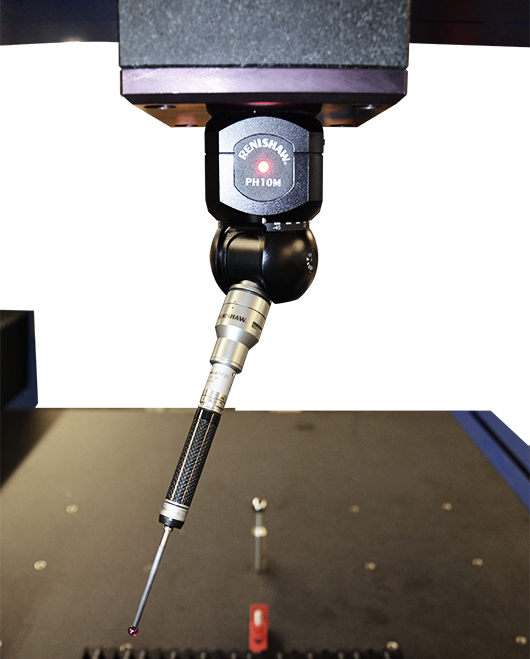
Optical laser probe can be easily attached to a measuring machine

Optical sensors were developed with the functionality of mechanical probes

Due to its compatibility with Zeiss and Renishaw interfaces, the laser probe can be changed quickly.
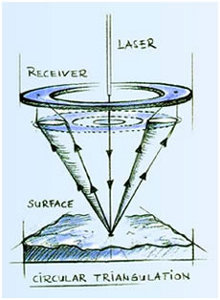
Functional principle of a laser
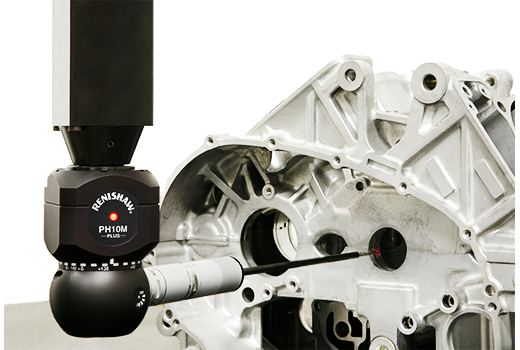
The OTP optical laser probe is very easy to integrate into a coordinate measuring machine. A very clean, accurate and fast solution is the adaptation via the so-called Autojoint interface from Renishaw. A bayonet connection is used to establish a connection with the probe that is reproducible in the µ range. The cabling is done internally. There are therefore no additional cables visible externally. All Renishaw probes with the suffix "M" are suitable for such an adaptation. These are, for example, the PH10M motorized rotary/swivel head or the PH6M rigid probe from Renishaw.
The laser probe is an inexpensive addition to the normal mechanical probe. The price for such a laser probe system is about 7.000,00 €. With it, for example, flexible rubber parts or other soft materials can be probed. The accuracy of this probing depends on the probing direction. In the radial direction of the laser beam, deviations of approx. +/- 70µm are obtained. In the axial direction of the laser beam, deviations of approx. +/- 25µm are obtained. Glossy or transparent surfaces cannot be scanned with the laser.
The laser probe has a relatively high measuring accuracy compared to similar laser measuring systems. The measuring accuracy of the laser probe is independent of the probing speed. The laser probe adapts fully automatically to the optical properties of the surface. Both surfaces and edges can be probed with the laser probe.
Typical applications of the laser scanner are:
Advantages of the laser probe:
| Feature | OTP6-LD/OTP6F-LD/OTP6M-LD | OTP6B-LD / OTP6BF-LD / OTP6BM-LD |
|---|---|---|
| Trigger distance | 36,5 mm | 69 mm |
| Detection range | ± 4 mm | ± 10 mm |
| Repeatability *1) | ± 1 µm | ± 3 µm |
| Local measurement uncertainty *2) | ± 25 µm | ± 70 µm |
| Triangulation angle at the measuring point | 22° | 13° |
| Laser beam diameter | 50 µm x 70 µm | 100 µm x 100 µm |
The laser probes are optimized for scanning free-form surfaces and complex structures, unlike simple triangulation sensors. The unique rotationally symmetric triangulation principle of the laser probes allows reliable measurements independent of the laser sensor orientation. The laser probes are based on fully digital design. The complete laser probe system consists of the laser probe and control electronics.
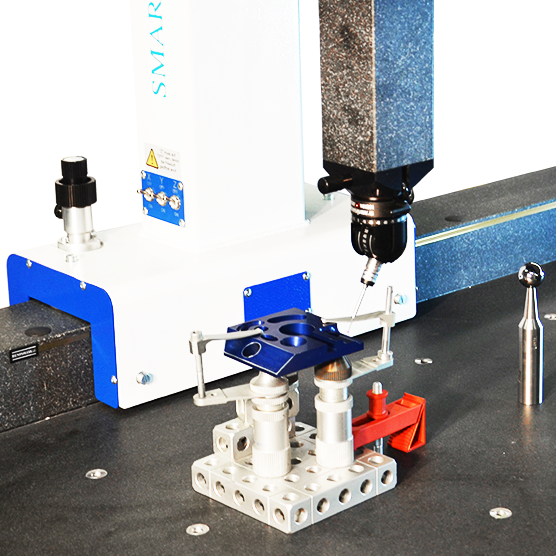
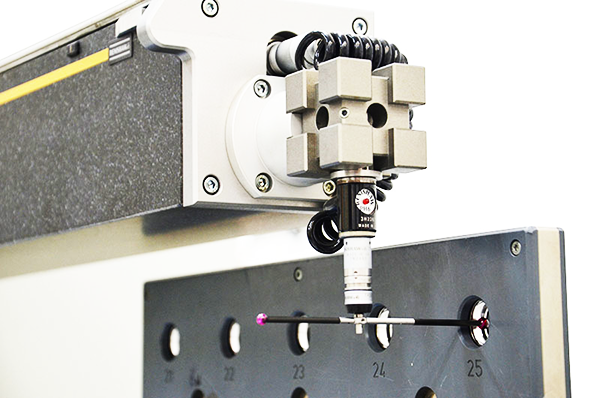
Laser scanner nxSensor on manual measuring machine SMART
Laser scanner on measuring machine
Laser scanner nxSensor-I/P
Laser scanner nxSensor-I/P
Laser scanner nxSensor-I/P with probe PH10M from Renishaw
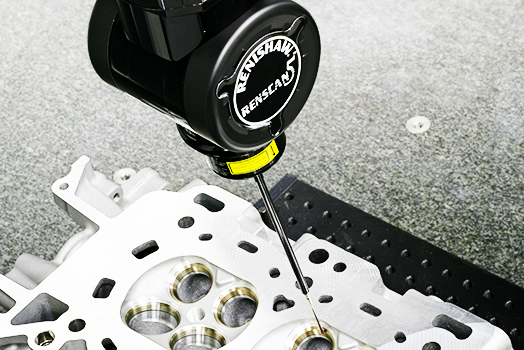
Workpieces can be digitized conveniently and quickly with the nxSensor optical laser scanners. The high point density of 6,400 points per second that can be recorded is particularly advantageous. The laser scanner can be automatically changed in conjunction with a probe change magazine. This allows the parallel use of tactile and optical sensor technology. The accuracy of the stripe laser is approx. 25 µm.
The nxSensor-I and nxSensor-I/P laser scanners are fringe laser scanners that can record a maximum of 6,400 points per second. Due to the high point density, it is possible to generate CAD data from the measurement data, which can then be further used for production. This process is called "reverse engineering". The laser scanners of the nxSensor series are also suitable for optical measurement.
The nxSensor-I and nxSensor-I/P laser scanners differ in the width of the laser stripe, accuracy and resolution, measuring depth and the interface to the coordinate measuring machine. You can find more details in the following table.
| Laser nxSensor-I | Laser nxSensor-I/P | |
|---|---|---|
| Distance | 175mm | 175mm |
| Accuracy | 0.050mm | 0.025mm |
| Resolution (Z) | 0.005mm | 0.003mm |
| Repeatability | 0.005mm | 0.005mm |
| Depth (Z) | -60mm ~ +40mm | -45mm ~ +25mm |
| Laser width (Y) | 43mm | 25mm |
| Maximum data rate | 6.400 Points/second (13.33 frames per second) | |
| Synch Output (Software Control) |
Yes (via two cables) |
Yes (via PH10M) |
| Weight | 0.48kg | 0.41kg |
| Cabels | 1.25 m USB cable | 1.25 m USB cable |
| Operating conditions | 15 ~ 30 °C +12VDC bei 0.4A USB1.1 | |
| Size | 139 mm (L) x 94 mm (B) x 41 mm (H) | |
| Typical applications | Manual & CNC CMM, Layout Machines, Portable Arms | CNC CMM with Renishaw PH10M probe |
| Order number | Las-nx-sens-I | Las-nx-sens-I/P |
| Price | 19.980,00 € | 23.980,00 € |
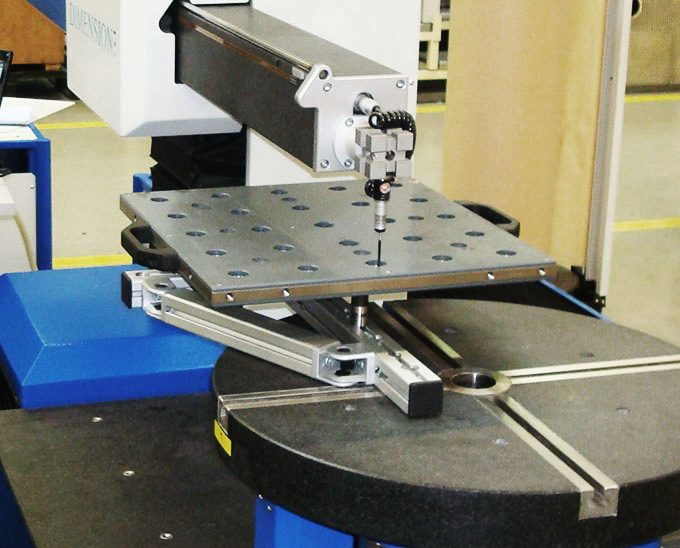
nxSensor-I/P can be seamlessly mounted to the Renishaw PH10M to perform scanning tasks in all directions. The scan data matches the tactile measurement data. The exchange of signals via USB as well as the power supply is done via the multiwire interface of the PH10M.
The nxSensor-I can be used together with many manual measuring machines through individual adapters or manual probe heads. It is possible to achieve that the laser scanner works together with the probe head and thus can adjust any position.

Laser scanner measures tire tread
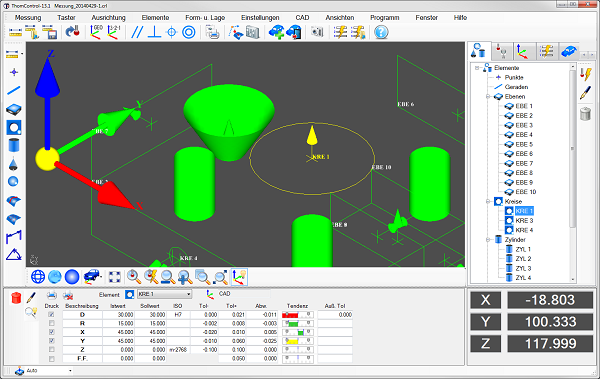
Measurement software for coordinate measuring machines - Basic geometry
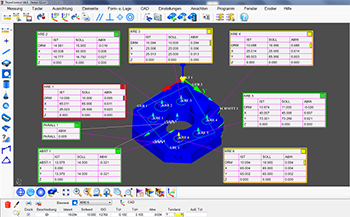
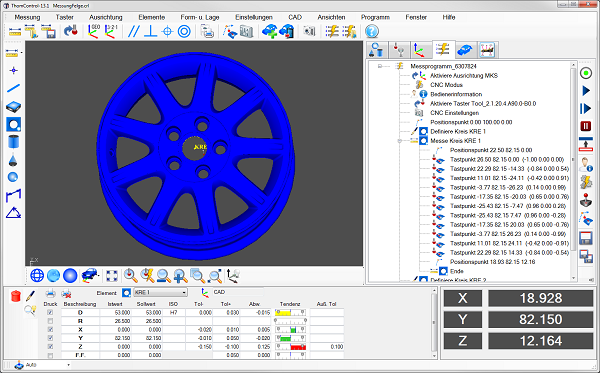
ThomControl measuring software - Determine shape deviations quickly
With the user-friendly ThomControl measuring software, the laser can be conveniently controlled. CAD data comparison can be performed as well as reverse engineering to quickly scan a high point density of an unknown workpiece. A data set can then be generated, which can then be further processed in a special software tool to create a clean 3D model.
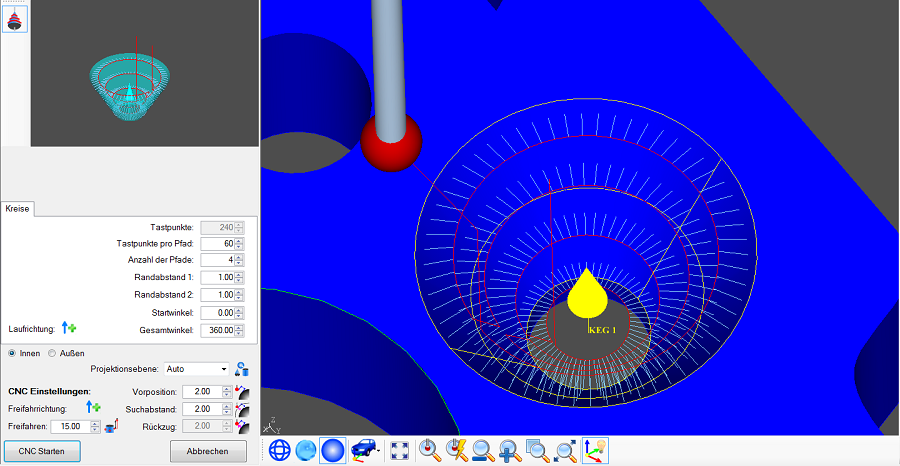
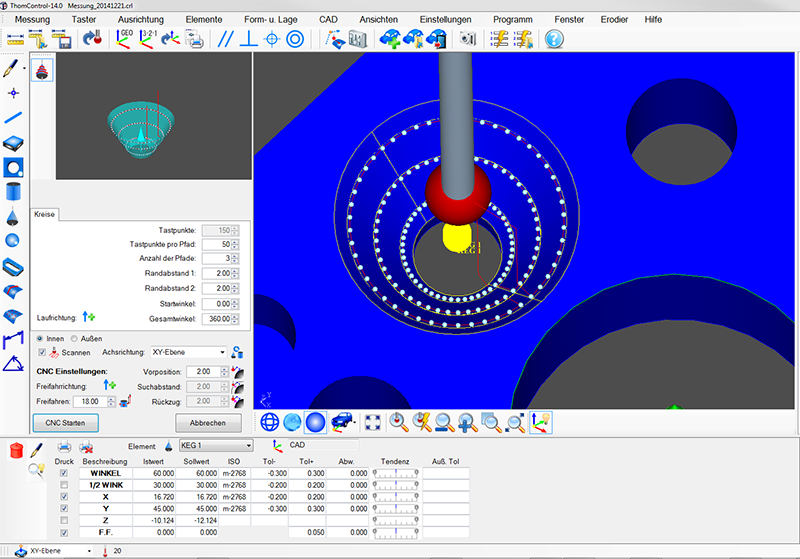
Measurement programs and measurement sequences can be programmed both offline and online. Both tactile and optical laser sensors can be used simultaneously. In the ThomControl measuring software, the laser scanner is simply defined as a probe and is thus available immediately after activation. It is therefore very easy to switch between the tactile and the optical measurement sensor.
Thus, very accurate geometry measurements can be made under the same surface as the point cloud acquisition. Both data can therefore be mixed as desired. GD&T tolerance evaluations (shape and position tolerances) are also possible. The acquired point cloud is summarized as a single element. Therefore, any number of points can be combined in one point cloud.
For easy recognition and data management, the measurements and point clouds can be displayed in any color (color mapping) and also placed on different layers. Various filters and editing options are available so that the point clouds can be adjusted and cleaned up. The point cloud can be converted to a realistic data set and exported in STL or ASC format. Sections can be formed through the point cloud. This allows the resulting curves to be compared directly with a CAD model.
The scanned points can be used to create surface models (reverse engineering). If you already have a data set, you can directly generate a measurement program using this data set. "Click and Control". By simply clicking, the elements to be measured are generated from the data set and can be measured fully automatically on CNC-controlled coordinate measuring machines. After the measurement you can print out graphical as well as tabular protocols. We will be pleased to offer you a customized solution for your measuring problem. Ask our engineers. You will be surprised how flexible and yet affordable we can offer. A clever modular system makes this possible.